


正拉强度法检测电刷镀层的结合力
阅读:516发表时间:2024-03-24
摘要:
用于磨损修复或表面强化的电刷镀层,其与基体金属之间的结合力应高于常规镀层的结合力。采用FJY电刷镀技术在钢铁材料表面电刷镀耐磨镍基合金表面强化镀层100微米试验样,正拉测试结果表明,电刷镀层与基体之间的结合力高于试验专用胶粘剂本身的抗拉强度。
一、前言
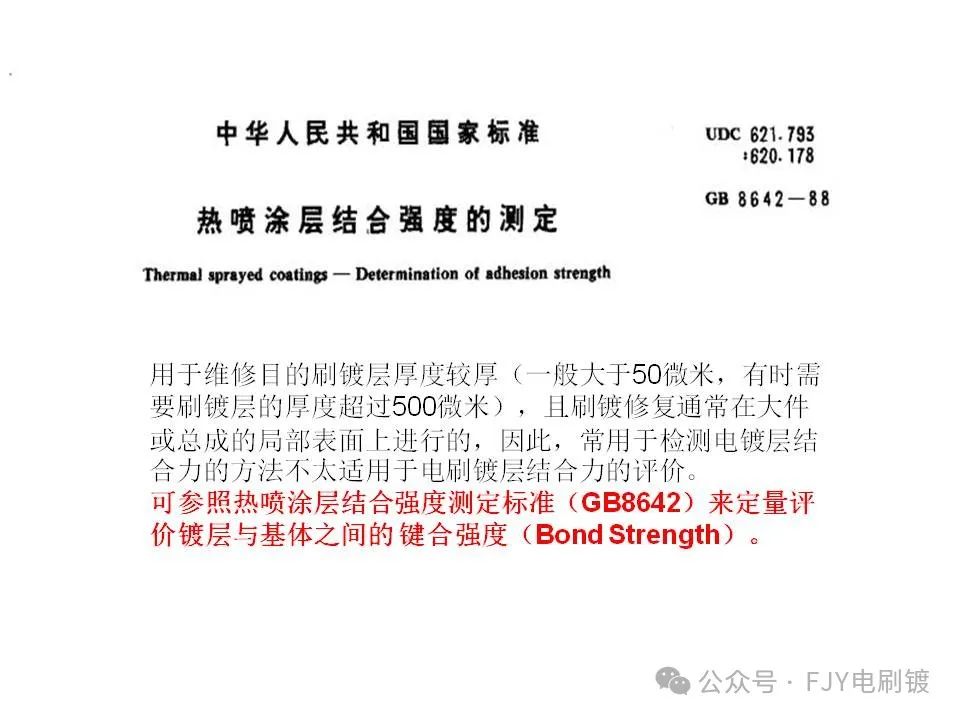
至少有15种以上可用于评定电镀层与基体结合力的试验方法(如划格试验、弯曲试验、热震试验等)。然而,维修用电刷镀层的厚度远高于常规电镀层的厚度要求(一般大于50微米,有时要求超过500微米),且刷镀修复通常是在大件或不可拆解总成的局部表面上进行的,因此,当前用于电镀层结合力的试验方法较少适用于电刷镀层结合力的评价。
二、电刷镀层结合力测试方法
在实际刷镀施工、检验过程中,通常是根据待镀件的使用功能、工作环境等具体情况,选用下述定性或定量的方法检测电刷镀层与基体的结合力。
(一)定性方法
1、胶带测试法
可按照ASTM D3359规定的胶带测试法现场检测电刷镀层与基体的结合力。虽然胶带测试法简便易行,但总有人对此法检测的结果心存疑虑。
在美军标《Mil-STD-865D(USAF)》中,既规定了胶带测试法,也提出了更为严苛的碳化钨喷丸检验法。
与胶带、喷丸测试方法相比,偏车试验法则更为苛刻。
2、偏车试验法
检验电刷镀层结合力的偏车试验方法如下:
(1)样件制作
在圆形管件(或棒料)上分别刷镀单边厚度大于0.3mm(建议厚度0.5mm)的镀层(如镍合金、硬铜合金镀层)。
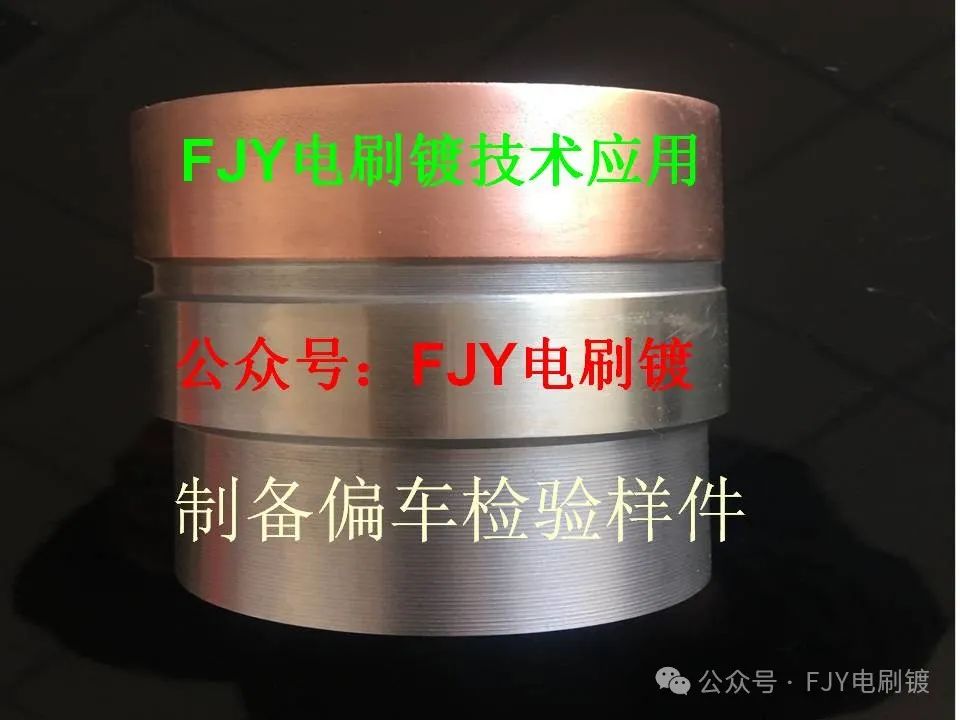
采用FJY电刷镀法制备检验样件
(2)偏车样件
采用偏车的方法对样件进行偏车加工,直到露出样件基体材料。
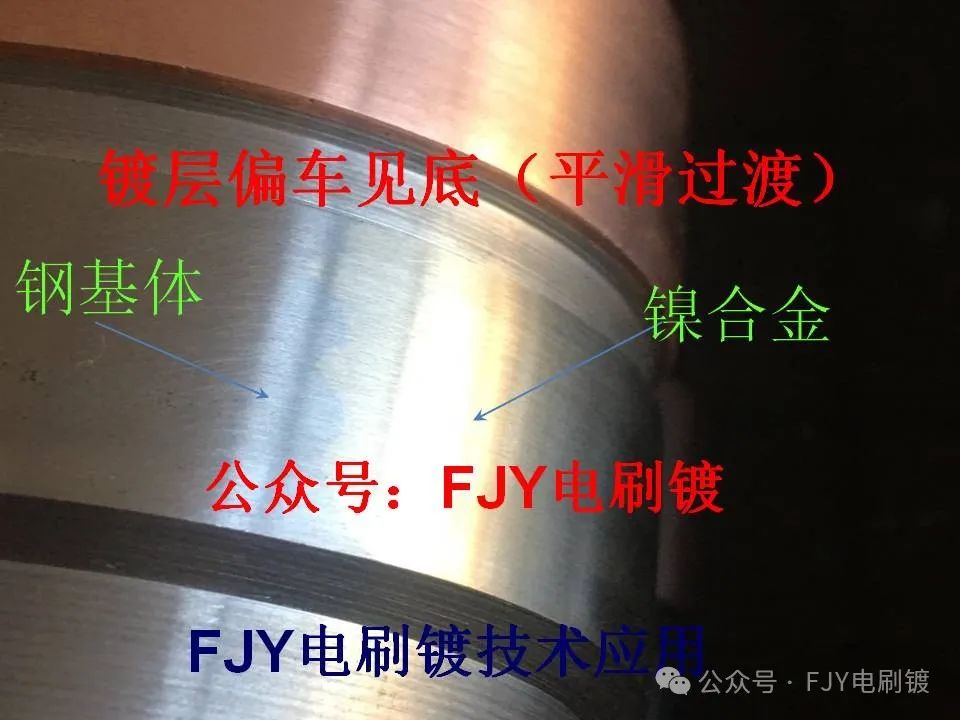
镍合金刷镀层偏车见底(镀层连续、界面过渡平滑)
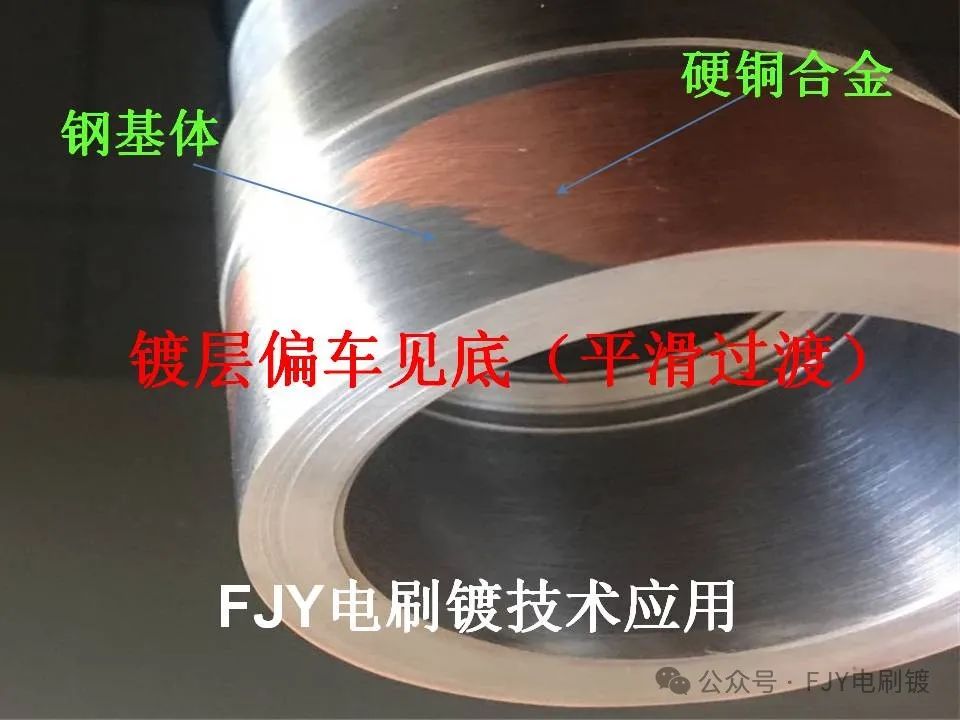
硬铜合金刷镀层偏车见底(镀层连续、界面过渡平滑)
(3)结合力评估
经偏车加工后,如果观察到刷镀部位与基体之间的过渡区呈连续、平滑过渡,表明刷镀修复层与基体之间结合的牢固度与焊修相当(金属键结合)。如果在过渡区出现毛茬,但经砂纸修磨后仍可获得平滑、连续的界面,表明结合力可满足常规使用要求。如果出现镀层局部剥离,或崩块,表明结合力较差,需调整(或重新制定)刷镀工艺。
(二)定量方法(正拉强度试验法)
正拉强度试验法是建立在Ollard镀层拉力试验基础上的改进方法。该方法可定量表达镀层与基体之间的键合强度(Bond Strength)。可参照热喷涂层结合强度测定标准(GB8642)评价电刷镀层与基体之间的正拉强度。
正拉强度试验方法简述如下:
以某军品发动机瓦座磨损FJY电刷镀修复技术方案认证为例。
(1)样件制作
机加去除铸造缺陷,获得平滑的待镀表面。电刷镀FJY耐磨镍基合金镀层100微米(100µ)。
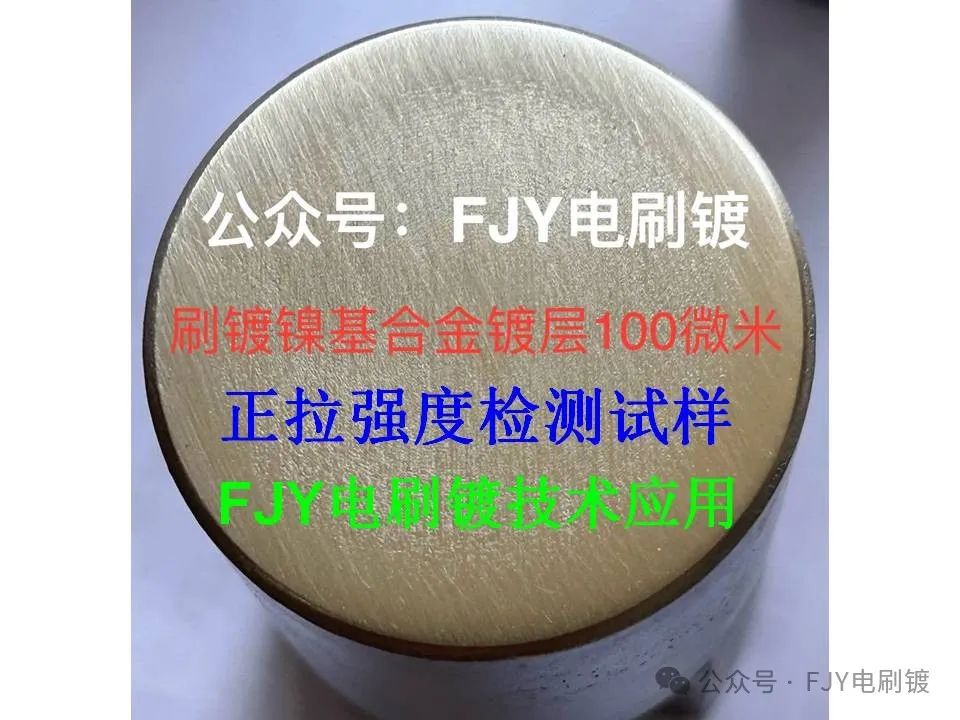
用正拉强度测试专用胶粘剂粘接试样,在拉伸试验机上进行拉伸试验。拉断样件后,观察断裂面出现的位置及断口的形貌特征。
三、结果与讨论
本电刷镀维修项目可行性论证的正拉强度测试结果表明,镀层与基体之间的附着强度大于胶粘剂本身的抗拉强度。
目前,从国外进口的用于军品检验专用胶粘剂的抗拉强度约为60~70MPa左右。因此,当采用正拉试验法检测刷镀层与基体之间的结合力时,如果镀层与基体的结合力低于胶粘剂的粘附力、或抗拉强度,该方法可检测出镀层结合力的具体数值。如果镀层与基体之间的真实附着强度高于胶粘剂本身的抗拉强度(在镀层与胶粘剂之间不发生粘附破坏的前提下),该方法的给出检测结果的数值不会高于胶粘剂本身的抗拉强度。
上一条:电刷镀工艺可以解决采矿行业的成本
下一条:锌-镍合金防腐电刷镀技术
- 2023-06-05电刷镀工艺可以解决采矿行业的成本
- 2024-03-28锌-镍合金防腐电刷镀技术
- 2024-03-24正拉强度法检测电刷镀层的结合力
- 2023-06-05为什么说修复液压缸活塞杆不能用氩弧焊